The Frames and Dial of any clock can be pretty large and therefore not able to be fitted to the Work Table or Bed in one piece. In these circumstances, you will need to cut the part into two or three pieces to enable them to fit. Simple glueing the parts together may well not be enough to ensure that the part is strong enough to function or indeed be accurate enough for the clock parts to be fitted. The following is a guide to a few of the ways to achieve a positive result.
Using CAD
The primary making method for the clock parts is CNC machining and the approach is to split the large part into several smaller parts using your 3D CAD software. I use Solidworks but any of the Free or Paid for CAD programs will be suitable for this task.
The first step shown above is to use sketch lines to show where the cut needs to be made. My preference in this is to use sketch boxes the size of the cutting table to establish the position for the cuts and then if necessary attach new planes vertical to the cut lines to guide the cut command that follows.
A simple Butt joint simply will not be good enough to withstand the loads applied to the Frame structure by the Driving weight, so there are several options you can use to reinforce the joint before glueing together. The first method shown above requires you to drill 2 holes into each side of the joint and fit steel pins to strengthen the joint. Great care is needed here to ensure accuracy in aligning the holes to each other, if in doubt use one of the following methods instead. In fact, this method is more appropriate if you are 3D printing the parts as it will be easier to accurately produce the holes.
The second method is to glue together the two parts but add a strengthening strip to the backside to reinforce the joint as shown above. Positioning this may be tricky as it may interfere with the gear train on the inside so it may have to be located externally and therefore visible if it is at the front of the clock.
Finally instead of a simple split line, a Lap joint may be more appropriate, with no extra steel pins required and no problem interfering with internal gears. It is produced using a Z cut across the frame as shown in the first picture above and the larger glue surface provides both the strength and accuracy needed for the joint.
Using a 3D Printer slicer
If you own a 3D printer, and you are going to be producing the parts for your clock on this you will have some other options to choose from. You can still use your CAD program to make the changes and output the STL files from there.
The alternative is to start with the STL files provided and make your changes in your Printers slicer program or if that's not possible then one of the later model Slicer programs can provide output suitable to your printer. I have used the Prusa Slicer 2 for this article as it seemed a little easier than some of the alternatives.
To see more details in the screenshots below, click on them.
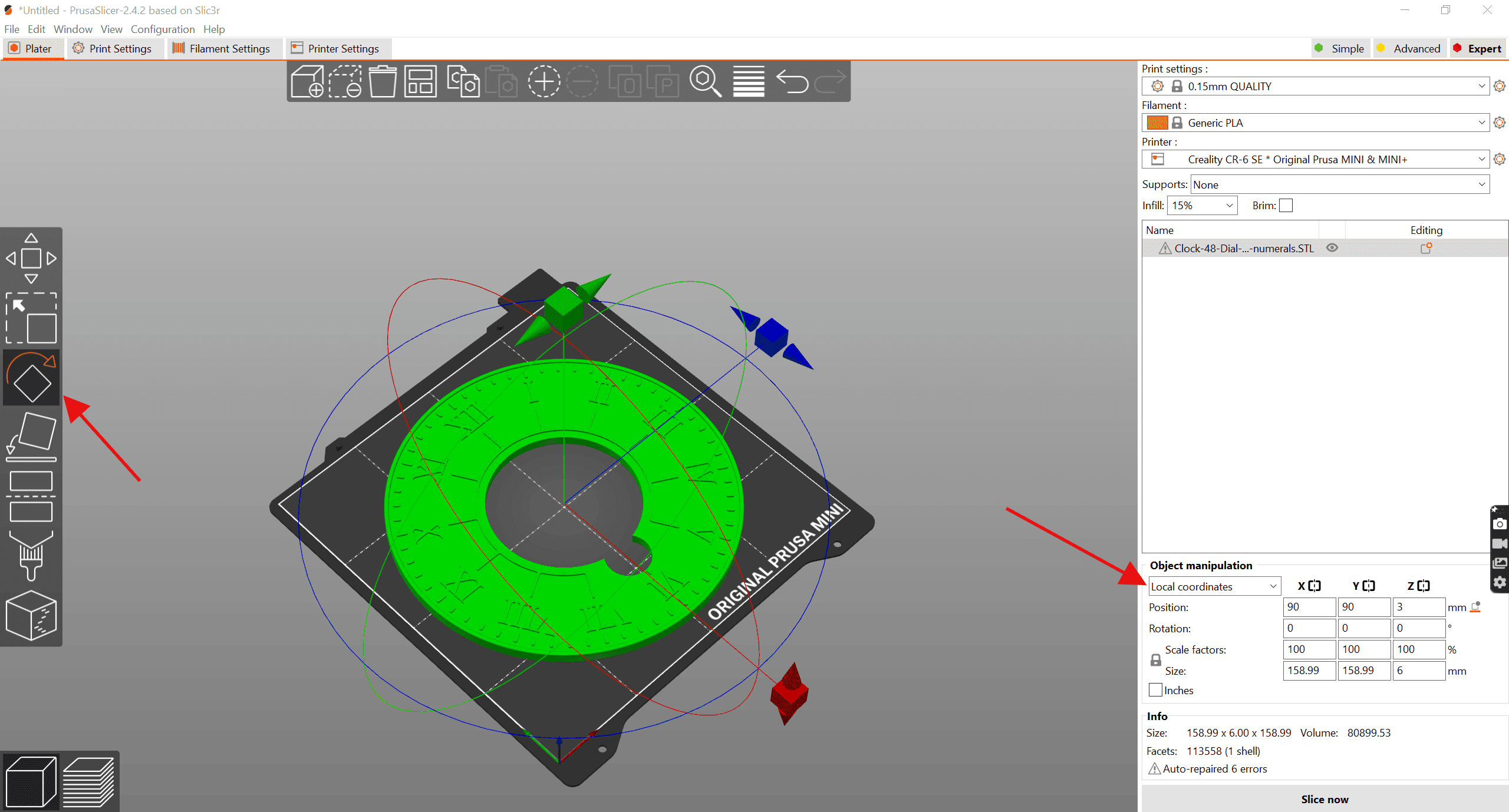
Start by using The File menu at the top left to Import your file to the printer bed, it should adutomatically lay it in the centre as shown here. If it's not green then click on it. You can start making changes to the set-up now, you can change the material you're going to use and change the actual printer you are using. The changes to the position of the part on the bed can be made in the boxes highlighted at the bottom RH corner.
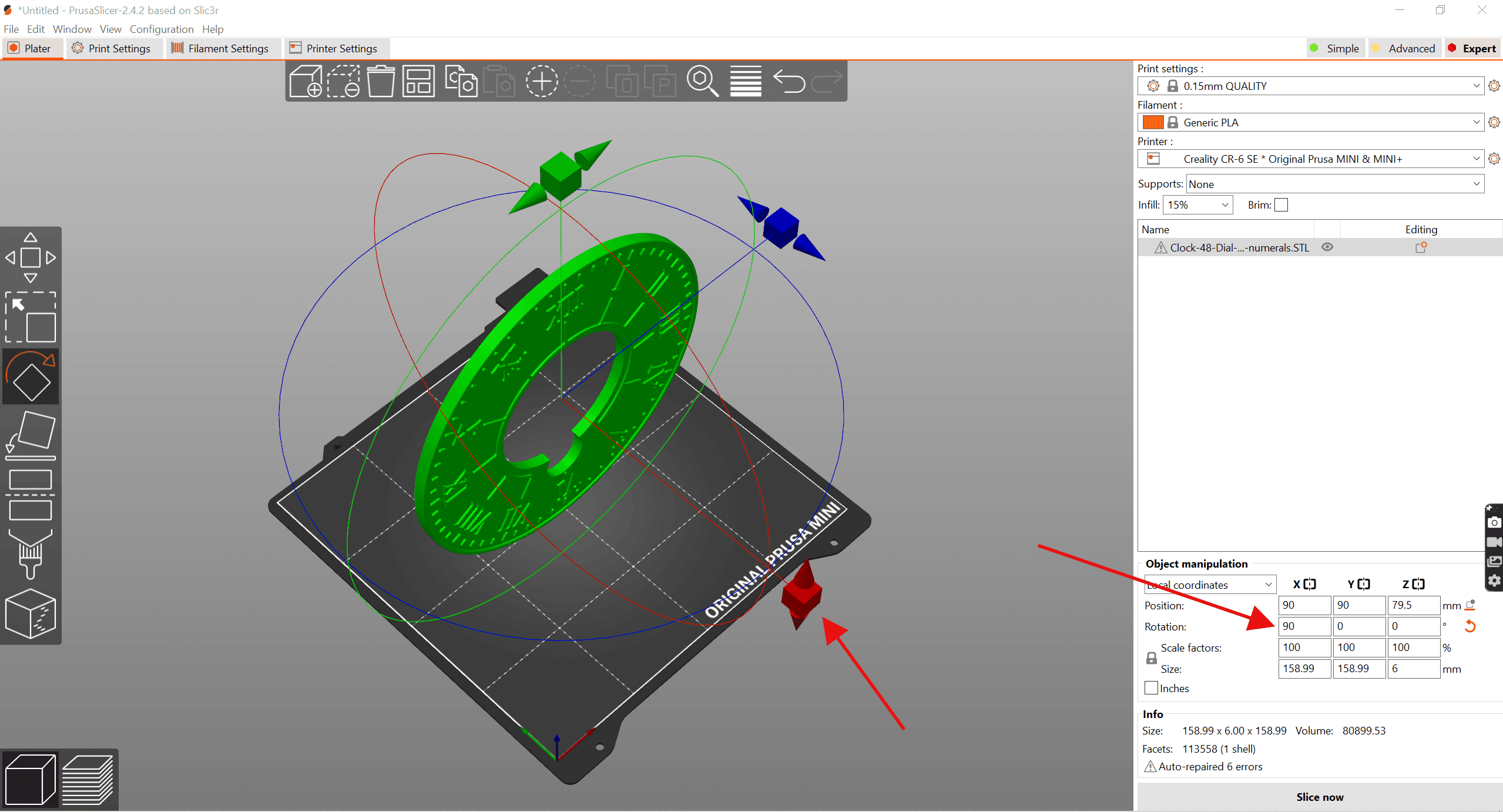
Normally when using a Slicer to split your part you will be splitting it at the surface of the bed, so we need to orientate the part so the split line is on the bed and to do this we need to rotate the part by 90 degrees. Click on the Rotate symbol indicated to open the screen shown above. To make sure you get the correct readings for position and rotation in the Box at the bottom right change the coordinates to Local.
Now grab the red handle and pull down, a box appears indicating the angular movement, keep pulling till it reaches 90 degrees, if it's difficult to get it exact slide the handle towards the centre and it will lock on 90. Alternatively, type in 90 degrees into the Rotation coordinates as shown.
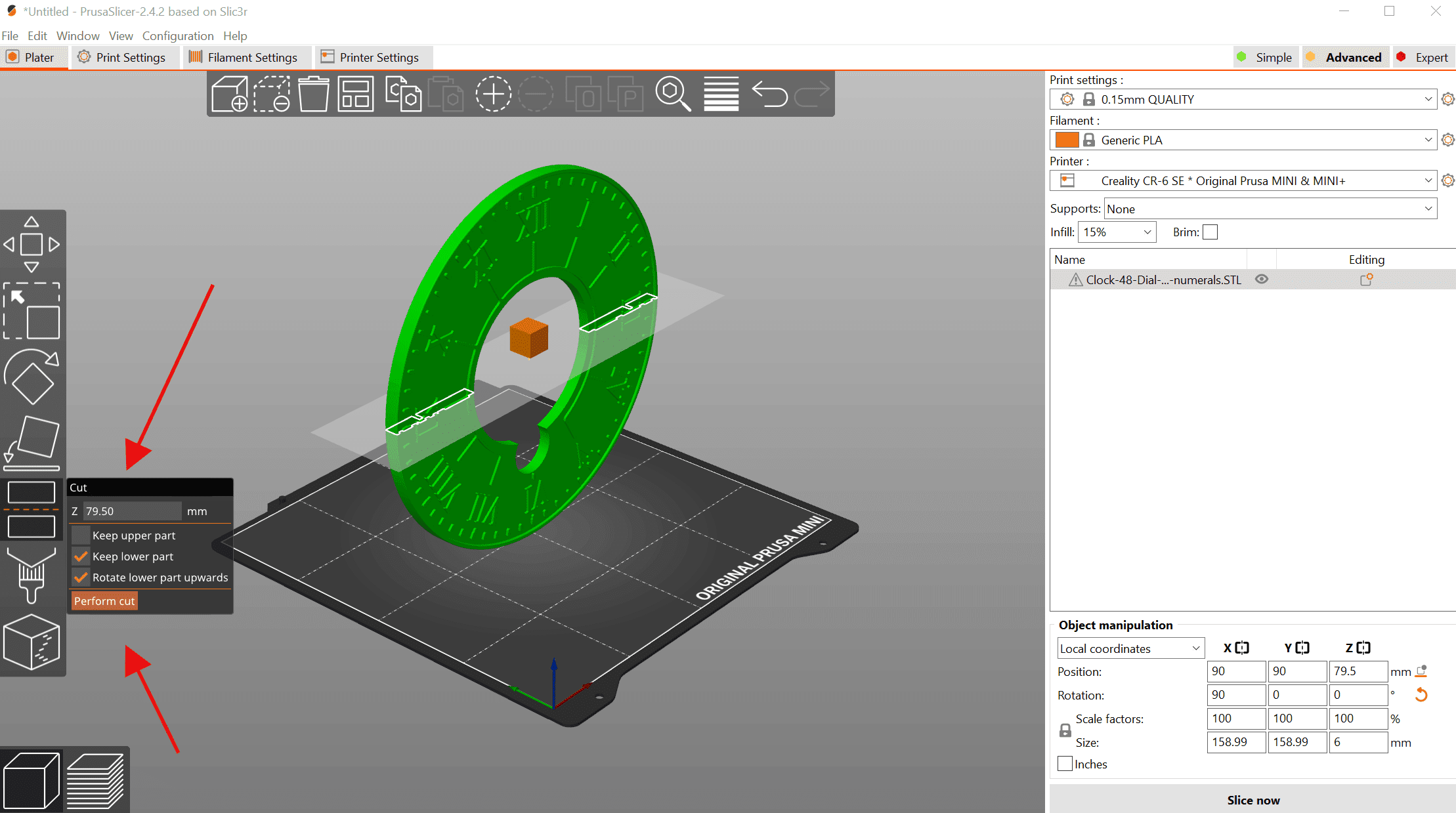
Now click on the Split or Cut symbol on the left to bring up the little Box and select the top option only now click on Cut.
Now type in 270 degrees to lay the part back down on its back. That's the first half done so you can now go back to the Files menu and Export the file as a new STL file.
Now you have selected the bottom half of the dial to split and bring onto the top of the bed. Now repeat the steps from before to lay it flat and then export the Bottom half of the dial.
Other methods
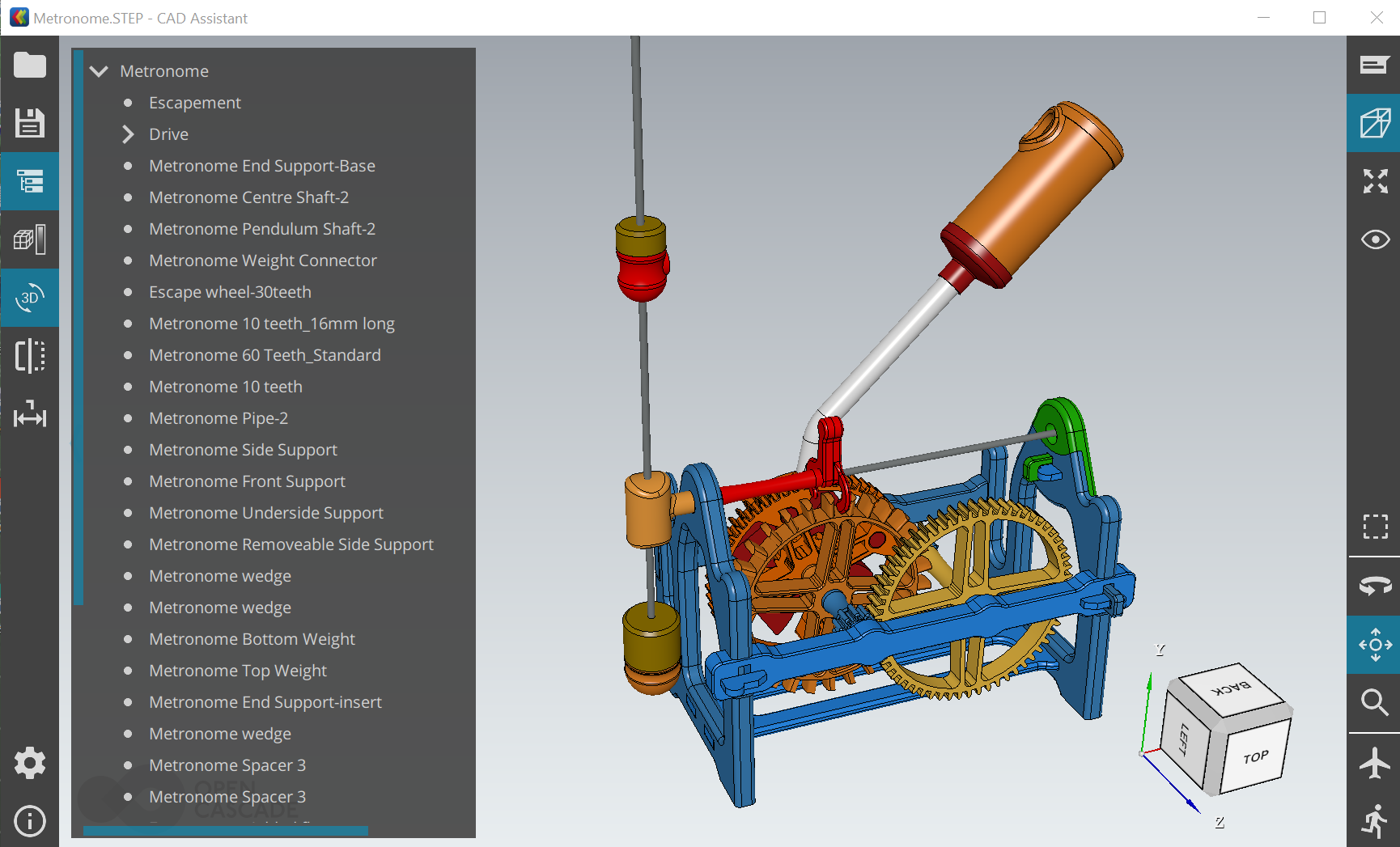
There are a lot of alternative slicers that can be used for this task, an internet search for 'split an STL file' will supply you with many alternatives. However, a better alternative may be 'Meshmixer' it has a fairly straightforward Splitting function they call Plane Cut but will also repair any damage to the model that has occurred as well. This latter function can be useful on its own if you get a model that is damaged.
From a personal viewpoint I would always prefer to split parts in a CAD program I find it easier that way and in the main causing less damage to the part as it is always best to be using STP files for this task rather than using the STL files.